
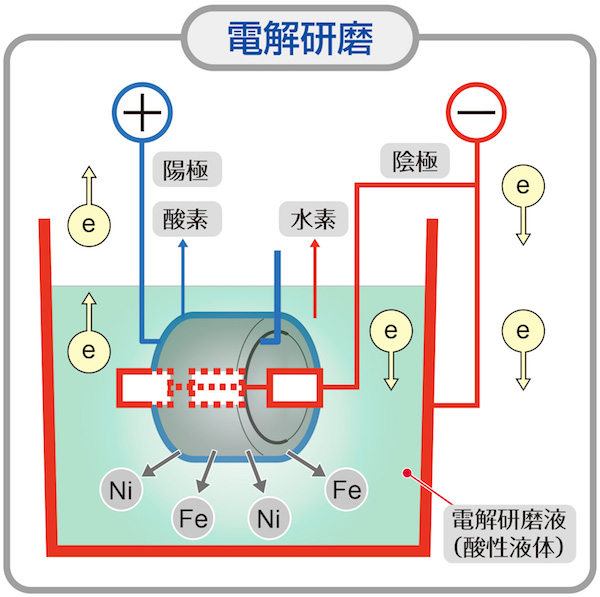
電解研磨とは
金属に応じた電解研磨溶液の中で、金属側をプラスとして直流電流を流します。金属溶解とともに金属表面が『平滑化』『光沢化』する現象を起こす研磨方法を電解研磨といいます。
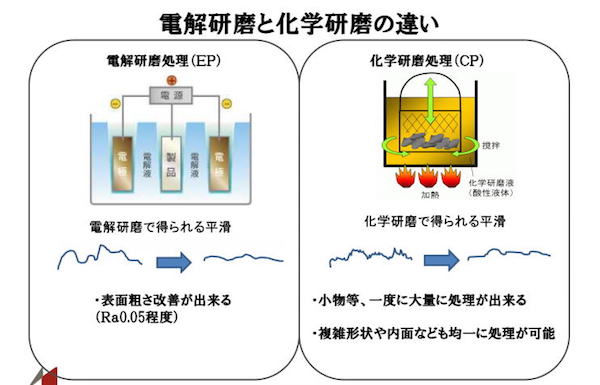
電解研磨と化学研磨の違い
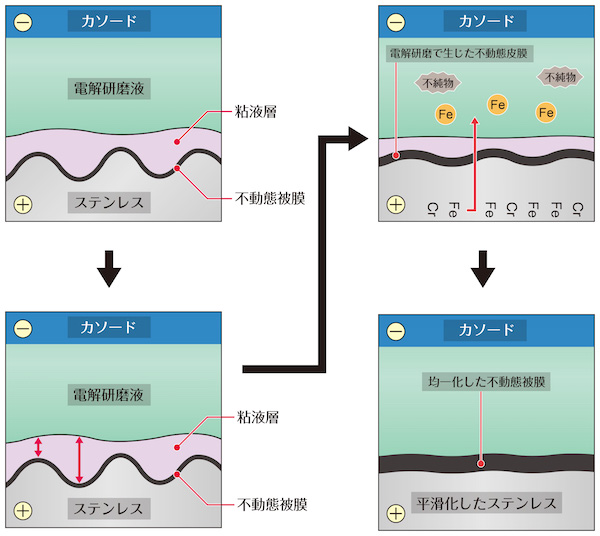
電解研磨の機構
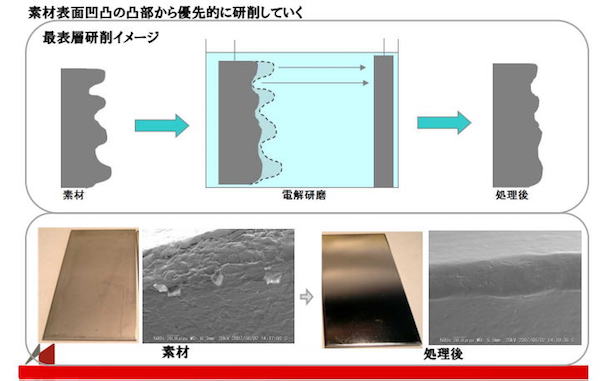
ステンレス表面を溶解させることにより、凸部が優先的に溶解し、平滑な研磨面となります。
平滑な研磨面の為、光沢に富み汚れが付き難く、洗浄性のよいクリーンな研磨面となります。 Crに富んだより頑固で安定な不導体皮膜ができるため高い耐食性を持つ研磨面となります。
電解研磨の利点
耐食性の向上
表面の微細な凹凸の凸部分を優先的に溶解できるため光沢化・平滑化し、バフ研磨などの汚れや異物等の除去が可能です。
研磨面をクリーンな状態にし、不動態皮膜を生成させるため耐食性が向上します。
量産に対応可能
電解研磨は冶具・電極等を制作しての作業になるため、量産品にの処理に適しています。
電解研磨の問題点
バフ研磨と比較して大きな凹凸や表面粗度が粗いもの、バリを除去するものには不向きです。電気の流れが不均一であるとムラを引き起こしやすくなります。平滑化及び光沢化を求めるには、最初にバフ研磨である程度平滑にしてから電解研磨をする必要がああります。
化学研磨・電解研磨の分析表
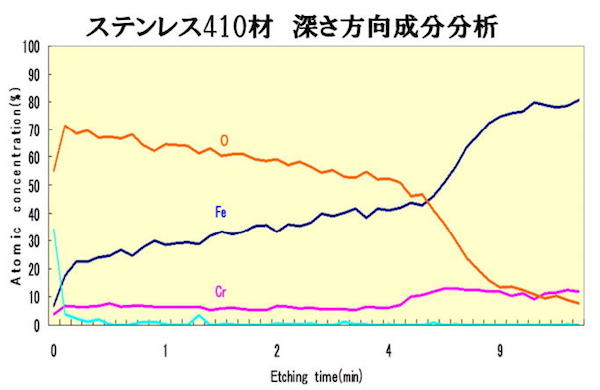
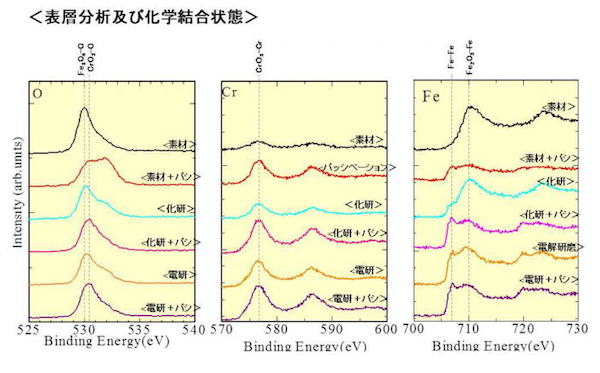
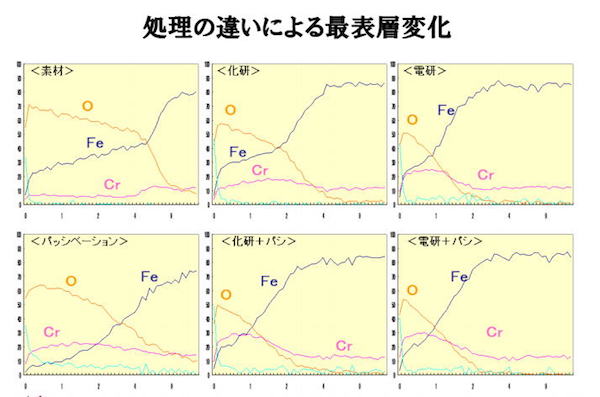
化学研磨・電解研磨の品質
電解研磨は薬品にてステンレスを溶解し光沢はもちろんのこと、微細バリ、コンタミ、イオン残渣などの改善が期待できる為、精密部品、半導体製造装置部品、医療などの分野において利用されています。化学的な研磨の為、μオーダーで膜厚制御が行え、微細部品への処理には非常に有効です。

クリーンルーム完備
併設しているクリーンルーム(実数値クラス1000)内にて超純水(17MΩ)での精密洗浄、更に真空梱包までの一貫処理を行える設備を兼ね備えています。
